阳极管拉挤成型的介绍
发布者:鸿博环保
发布日期:2019-09-24玻璃钢阳 管拉挤成型时,纤维首先穿过与玻璃钢制品尺寸相同的热成型模,然后进入一个拉引机构。在纱架与成型模之间,设有一个胶槽,其中放置有预先配制好的树脂,纤维浸渍树脂后经导向装置进行排布,而后进入成型模。
在导向装置上,设有一个圆孔或狭缝,用来除去纤维上粘有的过多的树脂。
成型模的温度分布,是经过设计的,以拉挤料离开玻璃钢拉挤模具后部端口时,树脂已完成固化过程。在拉引机构和切割机的前方,设有一个空气冷却段,以冷却温度较高的拉挤制品。
玻璃钢阳 管注射拉挤工艺方法有以下两个优点:一是树脂组分配料较为准确,可利用计量泵连续计量,以避免手工混合带来的误差;二是树脂浸渍槽,由开放形式变成了全封闭形式,降低了树脂溅散的可能性,从而 了拉挤工艺的工作环境。
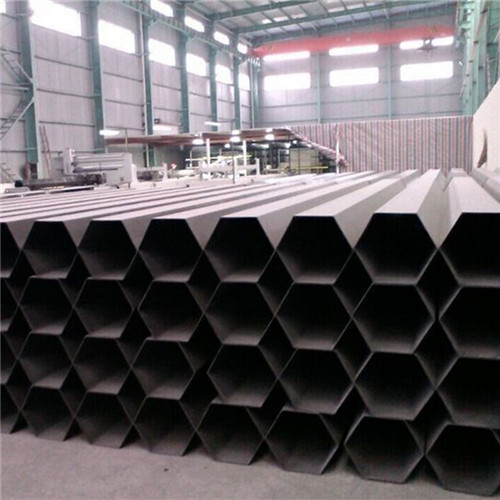
不锈钢阳 管管是一种工艺简单,采用挤压成型的设备,它的材料种类非常的广泛,可以使用纤维状的,也可以使用编织物或毡状的,其组分可以是玻璃纤维,也可以是芳纶纤维、碳纤维或其他纤维材料的。玻璃钢阳 管采用拉挤成型的“I”“T”形等型材作为承载条,以实心管材或棒材作为连接穿杆,通过 装配工艺而制成的带有空隙的板材
上一篇:阳极管与喷淋方式是如何配合的?





